
Large Conveyor Chain
Large conveyor chains are vital components in various industrial applications, facilitating the efficient movement of heavy loads across production lines. Understanding the intricacies of conveyor chains, including their specifications, types, and maintenance, can significantly enhance operational efficiency and safety. This article is worth reading because it provides essential insights into large conveyor chains, helping you make informed decisions for your machinery and systems.
What is a Large Conveyor Chain?
A large conveyor chain is a type of chain specifically designed to transport heavy loads in industrial settings. These chains are typically made from durable materials like steel and are engineered to withstand the rigors of continuous operation. The roller chain design allows for smooth movement and efficient load handling, making them ideal for various applications, including manufacturing, packaging, and distribution.
Large conveyor chains come in different sizes and configurations, including double pitch and standard designs. The choice of chain depends on the specific requirements of the conveyor system, such as load capacity, speed, and the type of materials being transported. Understanding the basic structure and function of large conveyor chains is essential for anyone involved in industrial operations.




How Does a Conveyor Chain Work?
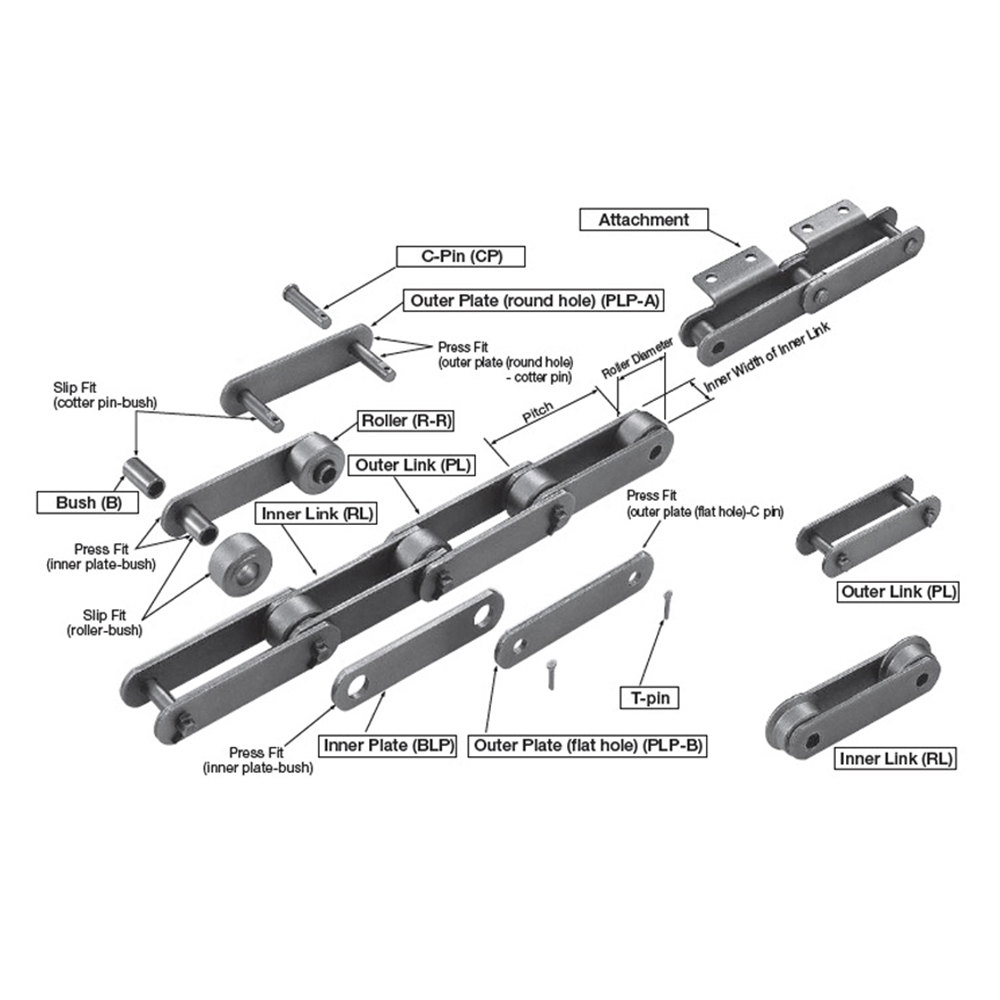
A conveyor chain operates by connecting a series of links that move around a set of sprockets. As the sprockets rotate, they pull the chain along, allowing it to transport materials from one point to another. The design of the chain, including its pitch and attachment options, plays a crucial role in its functionality.
The roller chain design features rollers that reduce friction between the chain and the sprockets, enabling smoother operation and extending the lifespan of both the chain and the machinery. Additionally, the conveyor roller chain can be customized with various attachments to accommodate different types of loads, such as boxes or pallets, enhancing its versatility in industrial applications.
What Are the Key Specifications of Conveyor Chains?
When selecting a conveyor chain, several key specifications must be considered:
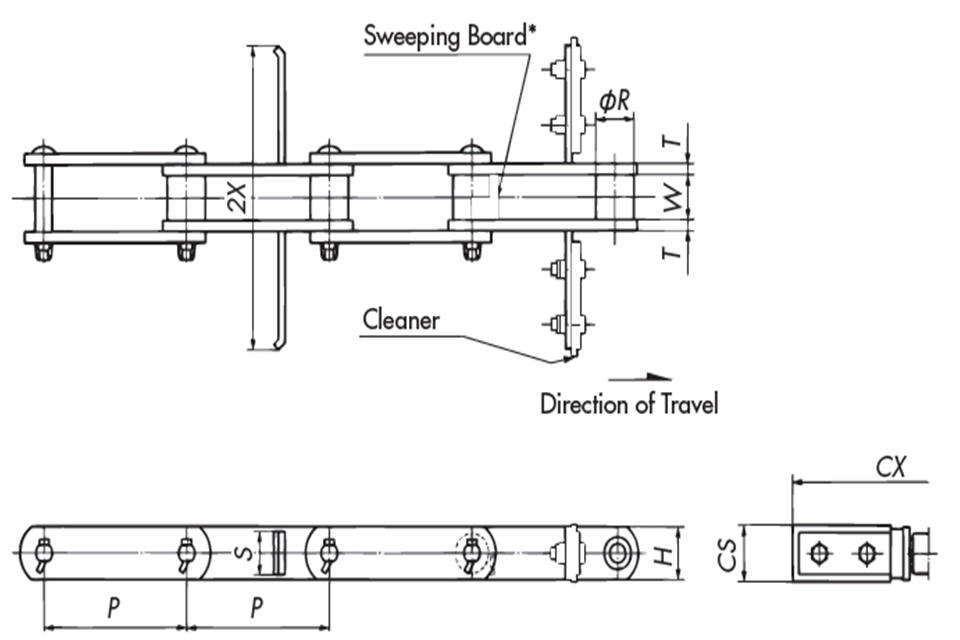
- Pitch: This refers to the distance between the centers of two consecutive pins in the chain. Common pitches include 1 inch, 1.5 inches, and 2 inches, depending on the application.
- Diameter: The diameter of the rollers and sprockets affects the chain’s performance. Larger diameters can handle heavier loads but may require more power to operate.
- Length: The overall length of the chain is crucial for ensuring it fits the conveyor system properly. Chains can be customized to meet specific length requirements.
- Material: Most conveyor chains are made from galvanized steel or other durable materials to resist wear and corrosion. The choice of material impacts the chain’s longevity and performance.
Understanding these specifications helps you choose the right conveyor chain for your specific needs, ensuring optimal performance and safety.


How to Choose the Right Conveyor Chain for Your Application?
Choosing the right conveyor chain involves considering several factors:
- Load Capacity: Determine the maximum weight the chain will need to carry. Heavy-duty chains are designed for larger loads, while lighter chains may suffice for smaller applications.
- Application Type: Different applications may require specific chain designs. For instance, a chain conveyor used for transporting boxes may need attachments that secure the boxes in place.
- Environmental Conditions: Consider the operating environment. If the chain will be exposed to dirt, moisture, or chemicals, selecting a chain with protective coatings or materials is essential.
- Speed Requirements: The speed at which the conveyor operates can influence the type of chain needed. Faster systems may require chains designed for high-speed applications to prevent wear and tear.
By evaluating these factors, you can select a conveyor chain that meets your operational needs and enhances efficiency.
What Are the Benefits of Using Heavy-Duty Conveyor Chains?
Heavy-duty conveyor chains offer several advantages for industrial applications:
- Durability: These chains are built to withstand harsh conditions and heavy loads, making them ideal for demanding environments. Their robust construction ensures a longer lifespan and reduced maintenance costs.
- Efficiency: Heavy-duty chains facilitate smooth and reliable material handling, improving overall operational efficiency. They can handle larger loads without compromising performance.
- Versatility: Heavy-duty conveyor chains can be customized with various attachments and configurations, allowing them to be used in a wide range of applications, from manufacturing to logistics.
- Safety: Using a heavy-duty chain designed for specific loads reduces the risk of chain failure, enhancing workplace safety. Properly maintained chains also minimize the risk of accidents related to equipment malfunction.
These benefits make heavy-duty conveyor chains a valuable investment for any industrial operation.

How to Maintain Your Conveyor Chain for Longevity?
Proper maintenance is crucial for extending the life of your conveyor chain. Here are some essential maintenance tips:
- Regular Lubrication: Keeping the chain lubricated reduces friction and wear. Use appropriate lubricants and follow the manufacturer’s recommendations for lubrication intervals.
- Inspection: Regularly inspect the chain for signs of wear, such as elongation or damage to the rollers and links. Early detection of issues can prevent costly breakdowns.
- Tension Adjustment: Ensure the chain is properly tensioned to prevent slippage or excessive wear. Follow the manufacturer’s guidelines for tensioning procedures.
- Cleaning: Keep the chain and surrounding areas clean to prevent dirt and debris from causing damage. Regular cleaning helps maintain smooth operation and prolongs the chain’s lifespan.
By following these maintenance practices, you can ensure your conveyor chain operates efficiently and lasts longer, ultimately saving time and money in the long run.